Since the founding of the company in 2001, Wave Cyber (Shanghai) Co., Ltd. has been engaged in R&D and manufacturing of series of products including composite pressure tanks, membrane pressure vessels, membrane sheets and elements for reverse osmosis and Nanofiltration applications, brine tanks and cabinets, etc. With core technologies originated from our independent R&D, we have gained profound understanding and insight of the direction of future development of the industry.
A complete industry chain is formed with our three categories of products, which can be used together in downstream applications. Through strategies with diversified products, our position in the upstream of the membrane industry chain is consolidated. Our high-performance separation membrane products can be used in applications including material concentration and separation (such as salt lake lithium extraction, bioscience, food, hydrogen energy, etc.), water treatment applications (preparation of ultrapure water for semiconductor, reuse of reclaimed water, zero liquid discharge, etc.) and municipal applications (seawater/brackish water desalination, upgrading of tap water, sewage treatment, etc.) and improving life quality (water softeners, water purifiers, whole-house water purification systems, etc.). They are widely used and considered as emerging strategic materials for technological frontier, national economy and people’s livelihood.

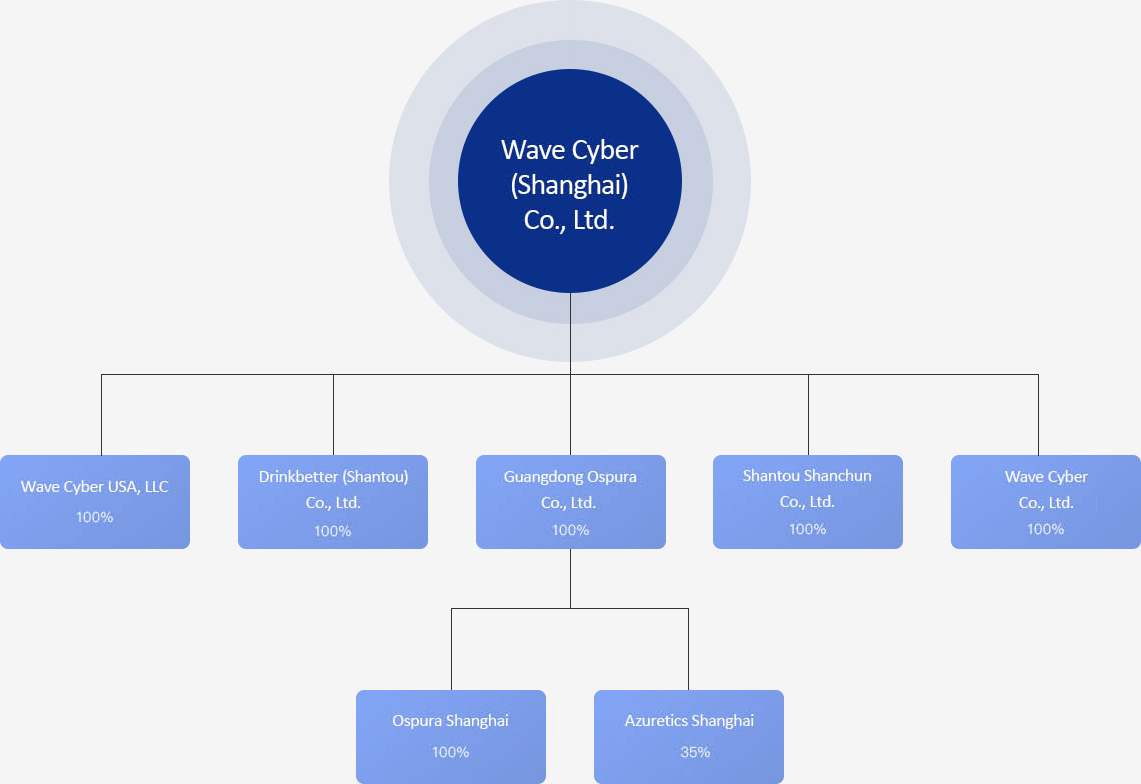
- Wave Cyber (Shanghai) Co., Ltd.: Design and production of water treatment components. Main products: composite pressure tank, membrane pressure vessel, brine tank and cabinet.
- Guangdong Ospura Co., Ltd.: R&D, production and sales of high performance membrane products. Main products: reverse osmosis and nano filtration membrane sheet and element.
- Drink-Better (Shantou) Co., Ltd.: Production and sales of water treatment components.
- Wave Cyber USA, LLC: Production basis in the U.S.A. for production and sales of composite pressure tanks.
- Shantou Shanchun Co., Ltd. and Wave Cyber Co., Ltd. are still under construction.
-
2019Gained more influence in the industry by winning bids in several municipal water treatment projects with our membrane products.
-
2018Certified as member of seventh administrative council by Shanghai Household Electric Appliance Association.
-
2016Certified as pilot patent company and annual Hi-tech R&D center by Qingpu District, Shanghai.
-
2015Awarded annual “Satisfactory brand of component users” of China’s water purification industry by HC360.com.
-
2014Certified as Shanghai Famous Brand;
-
2011Shareholding reform of the company completed. Certified as Shanghai famous trademark.
-
2010Composite pressure tank (6”-36”) project selected as top hundred hi-tech achievement application projects in Shanghai.
-
2009Certified as Hi-Tech enterprise and certification renewed successfully in 2012, 2015, 2018 and 2021.
-
2004Double excellent foreign invested company (Excellent in Sales volume and tax pay) with in Shanghai for continuous years.
Obtained NSF certification and pass audit continuously in the following years. -
2003Research achievements of the company well recognized by getting the first national invention patent and obtaining ISO9001:2008 quality management system certification for the first time.
Made debut in international water trade show to promote high quality products of the company to the world. -
2001Founding of Wave Cyber (Shanghai) Co., Ltd.
- Qualification
- Honor


-
2020
We have gained more influence in the industry by continuous efforts in areas including seawater desalination, municipal projects, zero industrial emissions and salt lake lithium extraction.
-
2019
We won bids in large municipal water treatment projects and water reuse projects of chemical companies with our membrane products and became supplier of core components of membrane separation technology for water reuse projects of power plants and water recycle projects of sewage treatment plants.
-
2018
We were awarded “Star products” by the second Chinese starlight award of water industry and also “Excellent supplier” by Tus-membrane, the leader in salt water lithium extraction industry.

-
2017
We were granted “ Top ten component & material supplier” by Jiangsu water purification equipment manufacturing industry association.
-
2015
We were awarded “Customers’ favorite component products” by HC360.net.

The technical expertise of our R&D team covers multiple fields including polymer materials, chemical engineering and technology, machinery manufacturing, etc., forming a multi-level and multi-dimensional R&D team.
Future-oriented R&D:
■ Our development always focuses on the future with development of the industry as our orientation. With forward-looking planning in emerging applications, we have gained first-mover advantages and gratifying results;
■ R&D team leader has nearly 30 years' experience in the polymer industry, 20 years' experience in research of frontier technology overseas, and 15 years' experience as an R&D leader in main players in the industry, giving him international vision and insight into the future development of the industry;
■ Material concentration and separation: Our large-scale application of salt lake lithium extraction has been successfully implemented. Domestic nanofiltration membranes have broken international monopolies, reduced lithium extraction costs, and assisted the national strategic planning of the new energy industry to achieve the ambitious goals of carbon peak and carbon neutrality.
■ Upgrading of municipal tap water: new standards, new applications and new magnitude of membrane technology; We won bid in the first national "13th Five-Year Plan" demonstration project of nanofiltration membrane water plant in the, which set a benchmark for the industry with promising future.
Strategic goal
Our goal is to become a full-stack supplier of high-performance separation membranes to improve quality of life and lead a bright future by technical innovation.
Four main applications
Material concentration and separation (lithium extraction, bioscience and semiconductor fields), municipal, industrial, and residential.
Guangdong Ospura Co., Ltd was founded in 2011 as a wholly-owned subsidiary of Wave Cyber (Shanghai) Co., Ltd. We are a high-tech enterprise with production capacity of high-performance membrane products. With our original technology, core patents and independent R&D and manufacturing capabilities, we currently have product series including membrane sheets and elements for reverse osmosis and nano filtration applications and ultra filtration membrane elements. As a company at the upstream of membrane separation industry chain, we supply core components to various membrane separation applications downstream, making us the core value link in membrane industry chain. As a novel separation technology, membrane separation technology has advantages such as higher separation performance, higher stability, lower cost and longer working life compared to traditional physical and chemical separation methods. The technology could be widely used in civil, commercial and industrial applications such as production of drinking water, sewage treatment, sea water desalination, production of purified water/high purity water and concentration and separation with expansive market prospect.

